Nonwoven Bonding Techniques
Nonwoven fabrics are widely used in textiles, medical, hygiene, automotive, and home furnishing industries. Nonwoven fabric don’t have warp and weft yarns like woven and knitted fabrics. Instead, they are made by directly bonding or interlocking fibers into a web. Nonwoven fabrics strength, durability, and performance mainly depend on the bonding techniques used. In this article, I will explain major nonwoven bonding techniques, their process, and applications.
Types of Nonwoven Bonding Techniques
The second-most important process in nonwoven manufacturing is bonding the fiber. Nonwoven bonding is the process of joining fibers together to form a stable fabric structure. The property of the nonwoven product depends on method used for bonding to a larger extent. Different bonding techniques produce different effects on the final product. Bonding is carried out as a separate process. But in spun laying and melt blown, bonding is carried out as a continuous process.
The major fiber nonwoven bonding techniques are as follows:
- Mechanical bonding
- Thermal bonding
- Chemical bonding
A. Mechanical bonding:
Mechanical bonding rely on frictional forces between fibers and fiber entanglement. Needle punching, stitch bonding and hydro-entanglement belong to this category.
1. Needle Punching
The concept of needle punching is simple. Needles with barbs cut in their sides are penetrated into the batt. During penetration, the barbs catch some fibers and bend them in the cross-sectional direction. The bent fibers will be left as such by the needles during the return movement. This creates a bonding between fibers. Figure 1 illustrates a needle punching machine.
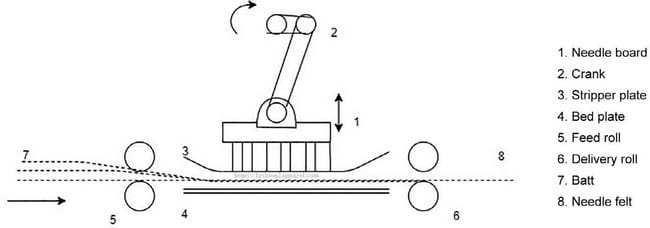
Large numbers of needles are pegged into needle board 1. The needle density will vary according to the fiber and the product. The needle board is reciprocated up and down by crank mechanism 2. Batt 7 is fed by feed roll 5 into the gap between stripper plate 3 and bed plate 4. The batt will be punched by the needles when the needle board descends and the fibers caught by the barbs will be pulled through other fibers. When the needle board returns, the loops formed by the downstroke will be left as such in the form of loops. The punching converts the batt into a felt. The felt will be delivered by delivery roll 6. A typical needle punching machine will have a stroke frequency of 120 strokes per minute, a depth of penetration of 10mm, a thickness between two plates of 25mm and a needle density of 8000 needles per square meter.
In needle punching, only vertical loops or pegs are formed. This alone will not be sufficient to give strength to the fabric. Parallel laid batts are not suitable for needle punching. Cross laid, air laid and spun laid batts are mostly used in needle punching.
Needle felts have good breaking tenacity and high tear strength. Their modulus is low and recovery from extension is poor. Needle felts are used in gas filtration and wet filtration. Due to their homogeneity nonwoven filters are better than woven fabric filters. The yarns in the woven fabric tend to stop the flow, and only the spaces between the yarn allow filtration. Needle felts are used as carpets widely.
2. Stitch Bonding
Stitch bonding is a technique in which the nonwoven batts are strengthened by knitted stitches in a warp knitting machine. Mainly cross laid and air laid batt are used in stitch bonding. A modified compound needle warp knitting machine is used. Figure 2 illustrates a stitch bonding technique.
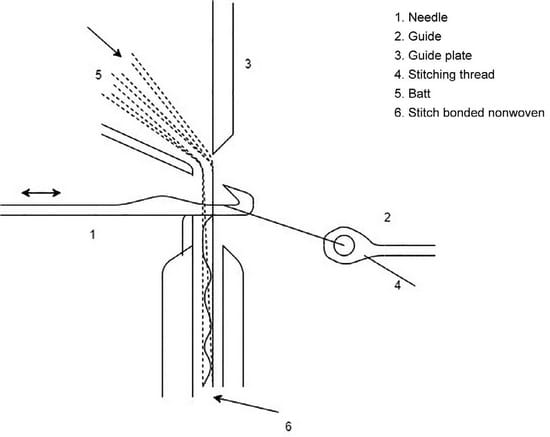
Batt 5 is passed between specially designed needles 1 and guides 3. The needles, during their forward movement, penetrate the batt, and the hooks are open. Guides 2 will lap the stitching threads 4 in the hook. Then the needles are withdrawn, the hooks get closed by the tongue, the old loops are knocked over and new loops are formed. Two stitches, namely pillar stitch or tricot stitch, are used in stitch bonding. Stitch bonded fabrics are soft and flexible. These are used as backing fabrics for lamination and covering material in mattresses.
Sometimes stitch bonding is done without threads. The needles move backwards and forwards without lapping the threads. During backwards movement, the needles pick up some fibers from the batt and form loops. During the second cycle, the newly formed loops are pulled through the previous loops just in normal knitting. These fabrics are used in insulation and in decoration.
3. Hydro-Entanglement (Spunlace Process)
The process of hydro-entanglement involves hitting a high-pressure jet of water on the web which produces an entanglement of the fibers. Figure 3 illustrates a hydro-entanglement process.
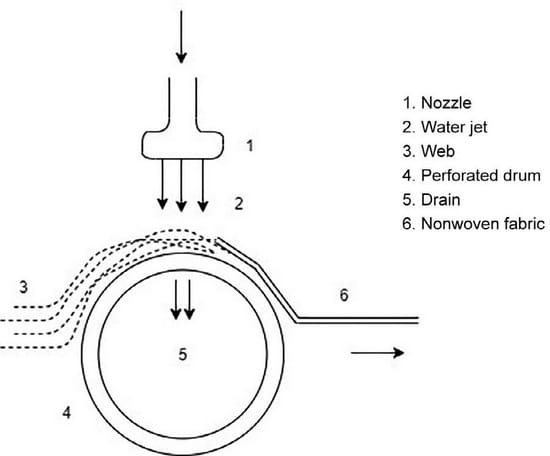
Batt 3, to be bonded, is passed over perforated drum 4. The high-pressure water jets 2, emanating from nozzle 1, hit the batt, and the fiber ends are twisted to entanglement. The water stream should be just like needles to produce the desired entanglement in the batt. The water droplets, after hitting the batt, are collected by the vacuum through the perforated drum and recycled.
The batts which are too light for processing in needle loom are successfully bonded through the hydro-entanglement process. Hydro-entangled products are used as wipes, surgeons’ gowns and disposable protective clothing. Hydro-entangled products are lint-free because the lint is carried away by the water droplets.
B. Thermal Bonding
In thermal bonding, heat is applied up to the melting point of the thermoplastic fibers so that the fibers melt and stick together. Three types of fibrous raw materials can be used in thermal bonding. First, all the fibers can be of the same melting point, and heat may be applied at localized points so that bonding is created at those points. Second, a blend of low-melt fiber with either a fiber having higher melting point or a non-thermoplastic fiber can be used. If polypropylene is used as a bonding fiber, the temperature to be raised is 125 °C to 155 °C, and for polyethylene the temperature is 90°C to 110 °C. Third, a bicomponent fiber, having a core with a higher melting point and a sheath with a low melting point, can be used. All methods of batt production are suitable for thermal bonding except the wet laid process. However, spun laying with point bonding is an ideal process. Figure 4 shows a thermal bonding process.
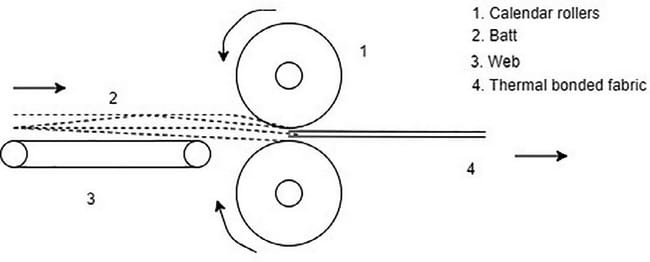
Batt 2, suitable for thermal bonding, is passed through heated calendar rollers 1. The calendar roller temperature should be enough to melt the bonding fibers. Pressure will be applied between the calendar rollers according to the requirement. After bonding, the thermal-bonded nonwoven will be delivered.
1. Through-Air Bonding
The batt is passed through a hot-air oven so that the fusible fiber will melt and create a bond. This technique is used to produce high-loft textiles.
2. Thermal Bonding with Pressure
The batt is passed through the hot-air oven and is calendared by two heavy rollers to bring to the required thickness.
3. Thermal Bonding with High Pressure
The batt is passed through two heated calendar rollers. Pressure is applied between the rollers so that the bonded fabric is dense and heavily bonded. These nonwovens will have good strength, very high modulus and stiffness with good recovery from bending. These nonwovens are used as geotextiles, stiffeners and in filtration.
4. Thermal Bonding with Point Contact
Fabrics produced with bonding all over the batt is too stiff. To reduce the stiffness, point bonding is preferred. To produce point bonding, one of the calendar rollers is engraved with a pattern so that the effective contact between the two rollers is reduced. The bonding is confined only to the contact points. Fabrics produced by point bonding is flexible and relatively soft. The fabrics are used as geotextiles, filtration medium and protective clothing.
C. Chemical Bonding
In chemical bonding the batt is treated with a bonding agent, dried and cured at a higher temperature. The curing temperature is 120 °C to 140 °C for 2 to 4 minutes. The curing develops cross-linking in the bonding agent and creates bonding. Synthetic lattices, such as acrylic latex, styrene-butadiene latex and vinyl acetate latex, are used as bonding agent. There are many methods of binder application. Each method produces different properties. They are discussed in the following sections.
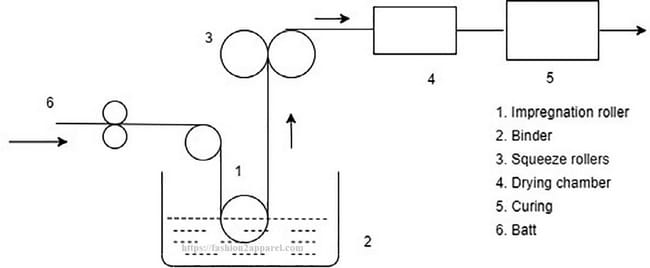
1. Saturation Bonding
In saturation bonding, the whole batt is wet with bonding agent, and all fibers are covered with a film of binder. Figure 5 shows saturation bonding process. Batt 5 is passed under an impregnation roller which is immersed in binder solution. As the batt moves, it picks up binder, and the excess binder is squeezed by the squeezing rollers. After squeezing, the impregnated batt is thoroughly dried in the drying chamber. In through drying, hot airstream is blown down through the fabric. During drying, all the water evaporates, leaving the binder particles on the fiber surface in a film form. The dried batt is cured in a separate compartment with the required temperature. Saturation bonded fabrics are stiff and have less tensile strength. They are used as interlining fabrics and filters.
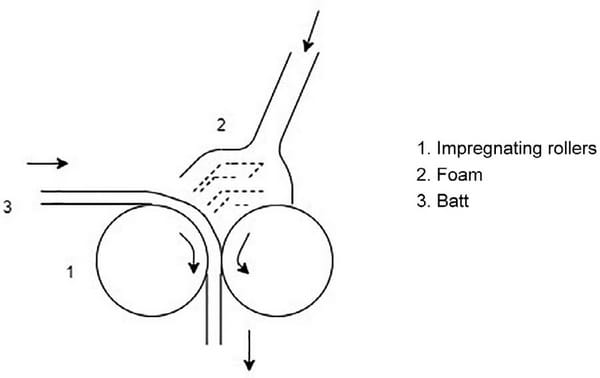
2. Foam Bonding
Because saturation bonding involves a lot of water, foam bonding has been developed. The binder solution and air are passed through a turbine which beats the two into a foam. The foam is applied to the batt by the impregnating roller as shown in Figure 6. After impregnation, the batt is dried and cured.
3. Print Bonding
In print bonding, the binder is printed with a printing roller or a rotary screen printer. Only the printed areas of the batt will be bonded, leaving the non-printed areas free. Print-bonded fabrics are softer and flexible, owing to the large unbonded areas.
4. Spray Bonding
In spray bonding, the latex is applied by spraying using spray guns. The spray penetrates about 5mm into the surface. The batt is revered and sprayed with the binder. After drying and curing, a thick, open and loft fabric is produced.
Conclusion
Nonwoven bonding techniques play a key role in determining the properties of nonwoven fabrics. Choosing the right bonding technique depends on the desired fabric properties, fiber types, production costs, and end-use applications. With the growing demand for sustainable and functional textiles, new eco-friendly bonding techniques are also being developed for the future.
References
[1] Thangamani, K., & Sundaresan, S. (2022). Fabric Manufacturing Technology: Weaving and Knitting. CRC Press.
[2] Ashford, B. (2016). Fibers to Fabrics.
[3] Sinclair, R. (2014). Textiles and fashion: Materials, Design and Technology. Woodhead Pub Limited.
[4] Albrecht, W., Fuchs, H., & Kittelmann, W. (2006). Nonwoven fabrics: Raw Materials, Manufacture, Applications, Characteristics, Testing Processes. John Wiley & Sons.
[5] Elise, R. (2020). Nonwoven fabric: Manufacturing and Applications. Nova Science Publishers.
[6] Karthik, T., C, P. K., & Rathinamoorthy, R. (2016). Nonwovens: Process, Structure, Properties and Applications. Woodhead Publishing India in T.
[7] Nawab, Y., & Shaker, K. (2023). Textile Engineering: An Introduction. Walter de Gruyter GmbH & Co KG.

Editor of Fashion2Apparel. She is a fashion designer and ex-lecturer in Fashion Designing. She wants to spread fashion knowledge throughout the world.