Last Updated on February 13, 2022
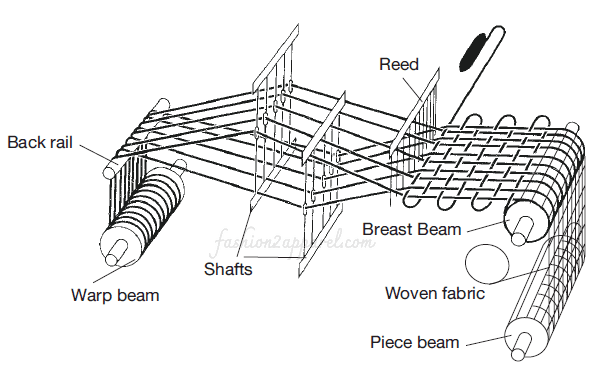
Weaving Preparation:
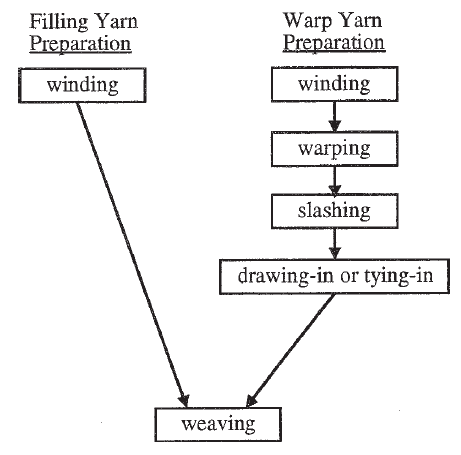
Yarn is the basic building block in weaving. Therefore, after yarn manufacturing, the next successive step would be to weave the yarn into a fabric. Before weaving, the warp and weft yarns are subjected to several preparation processes. Among them winding and warping are two important process of weaving preparation. In this article, I have discussed on difference between winding and warping in a table. Before giving difference I am giving short description about winding and warping in weaving.
Winding in Weaving:
Winding is the major preparation process for filling yarn. Winding is basically transferring a yarn from one type of package to another. The winding is the process of yarn transferring to obtaining a larger package from several small from spinner’s packages with the possibility of cutting out unwanted and problematic faults, especially for ring spun yarns. In winding process, reducing yarn faults like IPI (Imperfection index i.e. thick places, thin places, neps, hairiness), slubs, double knots etc. In yarn dyeing to make soft packages winding is used. So that dyes can penetrate easily in the yarn. Winding are two types: precession winding and non-precession winding.

Warping in Weaving:
In general terms, warping is transferring many yarns from a creel of single-end packages forming a parallel sheet of yarns wound onto a beam or a section beam. Warping is a process by which long length of many yarns are winded on a flanged bobbin to produce a warp beam. Set of warp yarns lay parallel at uniform specific tension. Beam warping is necessary to produce long runs of grey fabrics. As an intermediate stage warper’s beams may contain up to 1000 ends. Several warper’s beams are combined (6-12 warper’s beam) after sizing to produce weavers beam, which contains all the warp yarns of a fabric. The weaver’s beam is fitted in the loom to weave the fabric. The optimum performance of a warping process depends on the number of end breaks. The lower the end breaks the better is the warping and subsequent process performance.

A definite number of warp yarns is wound onto a beam width and density. Warping may be carried out directly (direct beaming) or indirectly, in sections (sectional warping).
Difference between Winding and Warping:
| Winding | Warping |
| 1. Package may consist of one thread only. | 1. Package may consist of one or more threads. |
| 2. The thread is laid at helix angle. | 2. The threads are laid parallel or near parallel to each other. |
| 3. Package density is low. | 3. Package density is high. |
| 4. Yarn tension is comparatively lower. | 4. Yarn tension is comparatively higher. |
| 5. Flanged bobbins are not required. | 5. Flanged bobbins are required. |
| 6. Example: Cone and cheese. | 6. Example: Warper beams, weaver beams. |

Editor of Fashion2Apparel. She is a fashion designer and ex-lecturer in Fashion Designing. She wants to spread fashion knowledge throughout the world.